TEMPERATURE INFORMATION, DELTA-T AND PERCENTAGE OF LOAD:
DISCLAIMER:
Colbert Infrared Services, Inc., its principals and employees, assume no liability directly or indirectly as a result of this inspection or the data contained in this report. Every effort has been made to ensure the accuracy of the information on the conditions that were documented in this report. Colbert Infrared Services, Inc., shall not be liable for any errors or for incidental or consequential damages in connection with the furnishing, performance, or use of this report. It is up to the customers; discretion as to which repairs to make and in which order to make them. It should be noted, that the measured temperature rises and severity classification must be viewed along with type of equipment, and the process that the equipment operates under to truly assess the severity of the problem. It is important to understand that a piece of equipment may fail at any stage, not just at the critical level. For this reason no accurate timeline can be created to predict when an electrical failure will occur.
Our report contains the actual temperatures of the problem component in question along with a similar reference component that is running under similar environmental and load conditions. The delta-T (temperature difference between component and reference) is also provided for assessing the severity of the problem in question. When possible the measured load, and the rated load for the equipment is also provided so as to help determine the percentage of load on the circuit at the time of the test. If the equipment is lightly loaded you must consider how a potential increases in load will affect your evaluation of the severity and your timeline on repairs. As you double the load on a problem you must consider that the temperature rise will be quadrupled. Note: The magnitude of the problem may be seriously understated if the piece of equipment is minimally loaded and the load is going to increases later on.
AMBIENT ENVIRONMENTAL TEMPERATURE
Note: The ambient environmental temperature at the time of the test (which is also included in this report) is not used as a reference for the Delta-T measurement because this will not accurately provide a correct reference temperature difference to determine the severity of the problem. The use of ambient room temperature as a reference to measure the temperature rise is extremely inaccurate and falsely distorts the severity of the problem. The ambient environmental temperature provides a reference for one of the variables that has an influence over the operation of the equipment that should be taken into consideration along with many other considerations like the percentage of load on the circuit, how critical the equipment is to operation and the consequences of a failure.
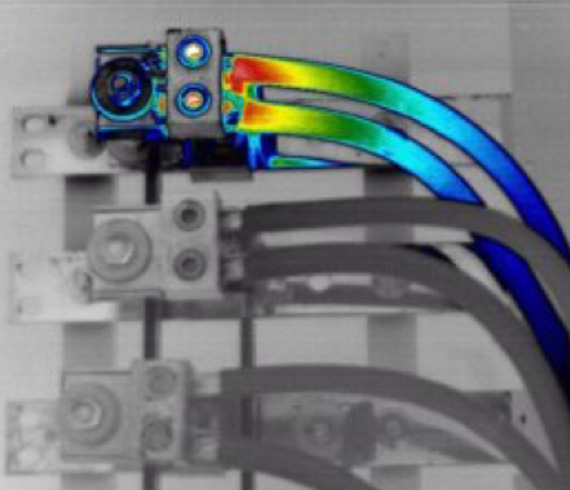
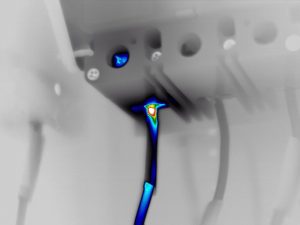
Indirectly measured temperature on the surface of overheated internal components.
Note: If indirect temperature measurements are made at the time of the inspection, the documentation will note that there were indirect measurements made and that you need to take this into consideration when evaluating the severity of the problem and your repair actions. There are no rules for the assessment of excess temperatures that are measured indirectly off the overheated surface of components with internal problems. This overheating can be caused by hidden faults, e.g. faulty contacts or internal connections inside of a breaker, contractor, relay, fuse block or switch, where the temperature measurements are only able to be taken from the outside surface of the equipment. You l need to take this into consideration when assessing the severity and repair actions because the internal temperature of the components may be much greater than the external surface measurements that were made at the time of the inspection.
Determining the severity of the documented items in this report
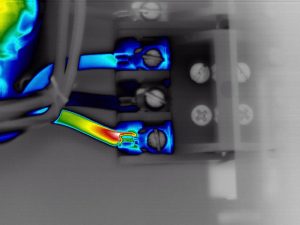
At the time of the inspection each item is documented showing the temperature of the component in question along with a reference component under similar load to determine the temperature rise / Delta-T of the problem.
A severity code ascending from 4 to 1 is assigned by the Thermographer based on the Delta-T and any additional information that is able to be gathered at the time of the inspection.
The Clients Responsibility to re-assess the severity rating of all findings.
Since the Thermographer does not have the inside information as to the overall operation of the equipment or it impact on the facility if the equipment fails, the client is responsible to evaluate and re-asses the severity rating of each item based on the suggested criteria:
What the equipment operates, and what will be the consequences of failure? For example, is the equipment critical to the operation of the facility, essential, or no-essential? If it fails what will be the consequences, as in will there be a loss of revenue, down time, or extreme loss of the equipment or to the facility from a potential fire?
The loads that the equipment will be subjected to as compared to the load condition at the time of the test. Are the loads going to increase? It is important to remember that if you double the load you will increase the temperature rise by a factor of 4. For this reason a component that has a small temperature rise and is lightly loaded may not seem like a serious problem, but if the equipment is going to have a greater load placed on it then you may have a catastrophic failure. The likely hood of an increase in load is one of the considerations that you will need to take into consideration when re-evaluating the severity of the problem.
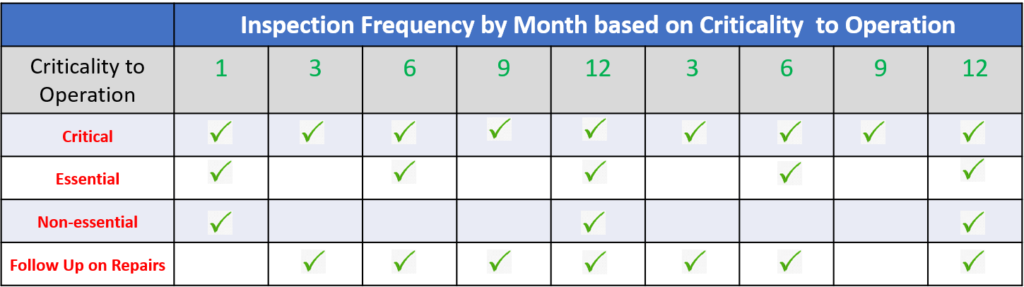
The table below is only a guide to help you determine the order to schedule your electrical repairs. You must take into consideration that a piece of equipment may fail at any stage, not just at the critical level. The final decision as to the priority of the repair criticality for each problem and the scheduling of maintenance and repair actions rests solely with the client/owner of the equipment. An infrared inspection should also be made after a problem has been fixed, to insure that it has been corrected properly.
Severity Table Guide
|
Severity |
Temp Rise deg. F |
Temp Rise deg. C |
| 1 |
Critical |
91 and bove deg.F |
51 and above deg. C |
| 2 |
Serious |
46 to 90 deg.F |
26 to 50 deg. C |
| 3 |
Important |
21 to 45 deg.F |
12 to 25 deg. C |
| 4 |
Minor |
1 to 20 deg.F |
1 to 11 deg. C |
Required frequencies for infrared inspections of properly maintained electrical / mechanical systems
A solid Infrared Predictive Maintenance Program is based on have a consistence schedule for the routine inspections of your equipment. NFPA 70B states that electrical equipment should be tested annually.
NFPA 70B – The National Fire Protection Association (NFPA) 70B Recommended Practice for Electrical Equipment Maintenance provides useful guidance on the maintenance of electrical systems, including the use of infrared examinations (18-17) for the maintenance process.
18-17.5 defines the frequency of inspection
Inspection Frequency and Procedures. Routine infrared inspections of energized electrical systems should be performed annually prior to shutdown. More frequent infra red inspections, for example, quarterly or semiannually, should be performed where warranted by loss experience, installation of new electrical equipment, or changes in environmental, operational, or load conditions.